

应用领域

行业概述
机场运行中一个重要的环境污染源就是航空垃圾,垃圾焚烧是近代垃圾处理的主要方法之一,也是目前最有效减少垃圾体积的方法。为确保航空垃圾有效、环保处理,国内外很多机场都建有自己的航空垃圾焚烧站。
航空垃圾焚烧后剩余物的体积比原体积缩小50%-80%,最高可达90%。焚烧炉装有防止大气污染的除烟、除尘设备。垃圾焚烧所产生的热能还可回收利用。
技术应用
HANKIN回转窑加二燃室的焚烧工艺有众多良好业绩,适用于航空垃圾焚烧。北京首都机场航空垃圾焚烧系统一期于1999年10月投入使用至今运行良好。北京首都机场航空垃圾焚烧系统二期于2009年7月投入使用。
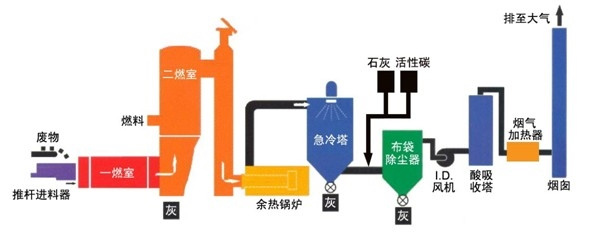
焚烧所产生的烟气经过烟气净化处理系统加以处理,由于采用国际先进、成熟的处理工艺及设备,烟气排放满足或优于国内及国外相关排放标准及法规。
技术优势
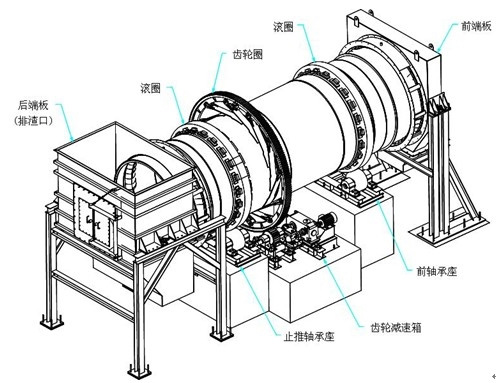
焚烧工艺采用美国HANKIN回转窑加二燃室的焚烧工艺,具有以下特点:
· 适用性广。回转窑可同时处理各种不同性质、不同热值的航空垃圾。
· 成熟的回转窑加二燃室的焚烧工艺能组织良好的“3T” (温度、时间、扰动) 焚烧工况,废弃物分解焚毁彻底。
· 二燃室设计温度在1100℃-1300℃之间,烟气停留时间大于2秒,能彻底分解二噁英。
· 回转窑转速在0.15~1.5转/分钟内(可调),工业固体废弃物•停留时间在24~180分钟内(可调)。
烟气净化工艺:干法脱酸+布袋除尘工艺。烟气余热采用蒸汽锅炉回收利用。该工艺具有以下特点:
· 干法脱酸,HCl的去除率为99.9%,SOx去除率为99.3%。
· 干法脱酸,有效防止糊袋和布袋除尘器金属结构的腐蚀。
· 石灰和活性炭注入定量供给,实现自动调节。
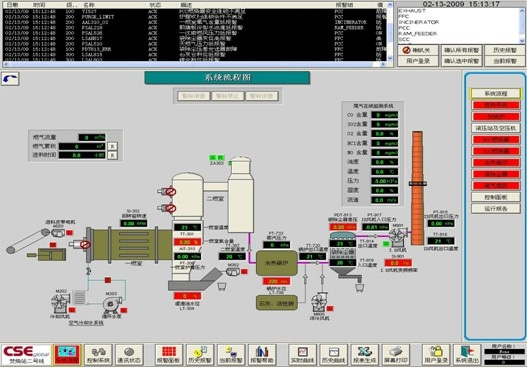
焚烧控制系统具有以下技术特点:
· 使用先进的控制策略,实现最佳燃烧工况,节省辅助燃料,降低运营成本。
· 全自动化的烘炉温度控制、停炉/启炉温度升降速率控制。延长耐火材料的使用寿命。
· 实现系统的安全、可靠运行;紧急停炉过程全自动连锁、自动吹扫,保证系统及工作人员的安全。
· 从进料至排放过全过程自动监控、记录,以备环保部门的随时检查。
· 精确控制各工艺段的烟气温度,防止设备及烟道发生高、低温腐蚀,延长其使用寿命。
市场地位
1997年,美国ThermAll公司将其回转窑专利及技术出售给Hankin,使得Hankin所拥有的技术更加丰富、全面,涉足的行业更加宽泛。
ThermAll回转窑的用户遍布欧洲、南美洲、亚洲以及美国和加拿大。
1999年,Hankin在北京建造了中国第一座现场化的航空垃圾处理厂,采用的即是回转窑处理技术。十余年来,回转窑运行良好,得到了广泛的赞誉。
2009年,CSE-Hankin又为首都机场建造了第二条回转窑航空垃圾处理生产线,同样得到用户和业界的好评。
- 2010-07-19
下图为HANKIN公司为我国首都国际机场提供的一期回转窑焚烧系统,日处理航空废物30吨,于1999年10月投入运行。


下图为HANKIN公司为我国首都国际机场提供的二期回转窑焚烧系统,日处理航空废物30吨,于2009年7月投入运行。


地址:北京市丰台区南四环西路186汉威国际广场二区2号楼M1层05-07 邮编:100070 电话:010-8201 4593 传真:010-8201 4600
北京协宇科技有限公司 版权所有 京ICP备10055687号